膜生物反应器(MBR)工艺是当今世界范围内污水处理的主流工艺之一,由生物处理和膜处理两部分组成,采用超滤法取代传统生物处理沉淀池,固液分离效果好,为出水水质提供了可靠保证。
目前,我国万吨以上MBR工程累计规模已超过1500万吨/天,占总污水处理规模约6-7%,占新增污水处理规模30%以上。
这证明了MBR工艺作为一种高效、集约用地的新模式成为未来城市污水处理规划的新方向。
然而,MBR工艺也有着它不可忽视的缺点——烧钱。国际上也不乏因运营不善而倒闭的例子,比如荷兰的Varsseveld水厂在运营8年后倒闭。
荷兰MBR水厂的倒闭的原因是什么呢?
首先,荷兰水厂选择MBR工艺的初衷并不是需要良好的出水水质或者节省占地面积,他们纯粹是为了掌握这一工艺而建造的MBR水厂。也就是说,这座水厂的示范效应要大于实际处理能力。
另一方面,MBR膜的寿命有限,运营几年后,随着一些组件的老化,这座污水厂自然负担不起高额的组件更换或重建费用,最终只能选择关闭。
似乎是巧合,在荷兰水厂倒闭的同时,瑞典Henriksdal(亨利克斯达尔)污水处理厂耗资40亿改扩建,引进MBR工艺。如今,亨利克斯达尔已经成为了世界上最大的MBR污水厂。
读到这里,相信大家会有些疑惑,同样都是使⽤MBR工艺的超⼤型污水厂,为什么瑞典避免倒闭?
在这篇文章中,我将深度解读世界最大MBR污水厂工艺过程及特点,带弄清楚以下三个核心问题:
1. MBR工艺选择的考量因素是什么?
2. 大型MBR污水厂后期如何妥善经营避免倒闭?
3. 如何发挥MBR工艺的优点,做到扬长避短?

1、工厂概况
地理位置与处理规模
亨利克斯达尔污水处理厂位于斯德哥尔摩和纳卡之间,由斯德哥尔摩水务公司(Stockholm Vatten)运营,是世界上最大的地下污水处理厂之一。
目前,它为斯德哥尔摩和哈丁德的约100万人提供服务,其中包括哈宁格,纳卡和泰勒索州。
该工厂建在岩石中,因此不受土地开发和上述城市环境致密化的影响。将设备选在靠近废水源的地方,意味着较少的外来水流入,从而提高了处理效率。
该厂占地面积300,000m³,拥有约18公里长的隧道,日处理废水量约为25万吨(2025年扩建完成后将达到86.4万吨/日)。该工厂产生的污泥在附近的工厂进行处理。

工厂历史
工厂的建成(第一座建造在岩石洞穴中的污水处理厂)
自1861年以来,斯德哥尔摩水务公司(StockholmVatten)在不断壮大的斯德哥尔摩发挥了重要作用,当时建造了第一座水处理厂,家庭开始直接与公共供水连接。
在随后的几十年中,对水服务的需求增加导致梅拉伦湖的水质恶化。为了保护居民的健康和水源安全,需要更复杂的废水处理。
于是在1941年建成了世界上第一个在岩石洞穴中建造的废水处理厂——亨利克斯达尔污水处理厂,当时处理能力为每天150,000m³。
到了1953年,亨利克斯达尔的处理量增加到每天250,000m³。
化学和生物处理设施的引入
由于斯德哥尔摩的快速发展和对废水处理的要求日益严格,这意味着该工厂需要进行改造和扩建,并且建造新的废水管道。
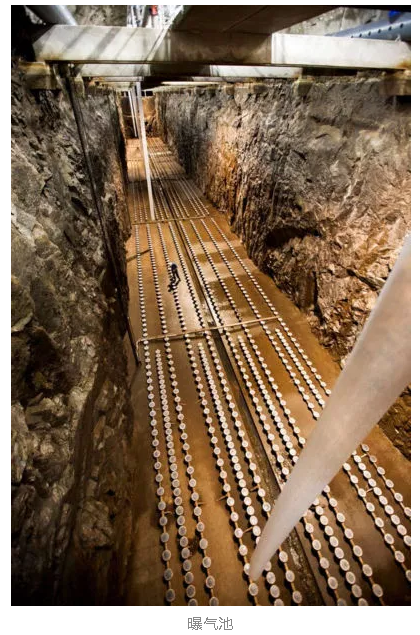
在1963年至1970年,亨利克斯达尔增加了新的池子用于曝气池中的生物处理。
1992年4月至1997年4月,亨利克斯达尔进行了一次大规模扩建,引入了新的化学和生物处理设施,并将曝气池从5 m加深到12 m。该扩建使该工厂的氮排放量减少了约50%,并改善了磷的处理。
智能化设备的引入
2007年到2011年,亨利克斯达尔进行了另一个重大的重建项目,其中包括建设一个用于实时监控与管理的新大厅以及一个用于处理油脂和有机废物的新接收站。
该项目涉及对80,000立方米的岩石进行爆破和开挖,将所有会产生气味的设施置于地下。
世界上最大的MBR污水厂
为了应对斯德哥尔摩不断增长的人口并满足波罗的海行动计划(BSAP)和欧盟水指令所设定的废水要求,亨利克斯达尔在2015-2018年再次扩建。
这次扩建引进了GE公司专有的LEAPmbr技术,实现亨利克斯达尔成为世界上最大的采用膜生物反应器(MBR)技术的污水厂。
污水厂的未来
亨利克斯达尔正在计划另一项大型扩建项目,以满足未来废水处理的需求,并对现有设施进行翻新,完成后的处理能力达到86.4万吨/日,能够满足到2040年斯德哥尔摩的人口负荷(约160万人)。
该项目预计到2025年完成,耗资约59.4亿瑞典克朗(约40.7亿人民币)。
污水厂旧照






进、出水参数

处理设施
该工厂使用机械,化学,生物和砂滤工艺处理废水,然后将处理后的水通入波罗的海。工厂产生的沼气在该工厂的供热系统中用作燃料,用于发电和生产用于为车辆加油的生物甲烷,而产生的污泥则用作土壤改良剂。
现场约有90%的设施位于地下。地面设施包括控制中心大楼,机械处理设施,污泥池和污泥浓缩器,沼气池,储气罐以及气体收集和储气设施的上部。
该厂的旧通风烟囱高80m,直径7m,目前正在用混凝土加固。
其他设备见下表:

2、处理工艺

污水处理工艺(三个阶段)
亨利克斯达尔污水厂的废水处理主要分为三个阶段:机械、化学和生物处理。
处理后的水能够至少除去95%的有机物质,98%的磷酸盐和50%的氮, 整个净化过程需要24小时,处理后的水排入波罗的海。
机械处理
当废水到达处理厂时,它首先要经过格栅,较大的物体和垃圾在这里被拦截。
然后,废水流经沉砂池,沙子和其他较重的污染物被分离出来。这些沙子和大颗粒通过 “洗沙”可以实现循环利用。
化学处理和初沉池
通过添加沉淀剂,去除废水中的磷,使其絮凝体并沉淀,防止湖泊富营养化。然后絮凝体下沉到初沉淀的底部并形成污泥。这里产生的污泥被直接泵入污泥处理系统,在那里它将被转化为沼气。
在高流量时(当流入处理厂的流量超过生物处理阶段的处理能力时),采用直接沉淀法,用较强的化学处理和砂滤来处理废水。不能进入生物处理的废水在经过初沉池后直接输送到砂滤池。
生物处理(活性污泥与MBR)
在生物处理阶段,首先通过A2O工艺,利用微生物分解有机物将氨转化为氮气(通过预反硝化去除氮,然后使用补充碳进行反硝化)。
接着,膜将取代传统沉降法而作为废水处理的最后阶段。
与传统沉降相比,膜生物反应器(MBR)技术能够更有效的去除氮,氮排放量能够下降约40%,从每升10毫克降至6毫克。
另外,MBR可以通过具有细小孔的物理屏障(膜)过滤水,有效的将污泥与处理后的废水分离,因此可以在较小的体积内处理更多的水,并且处理效果更好。
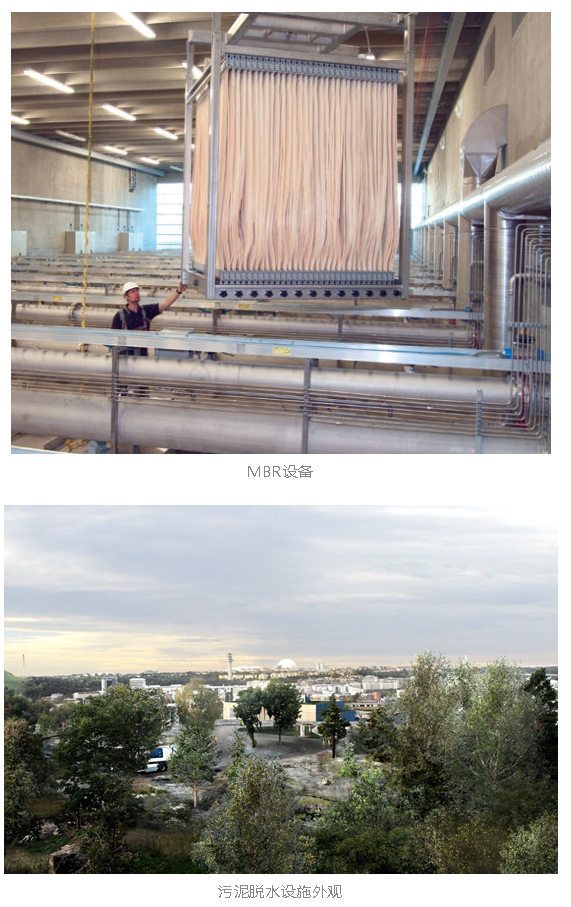
亨利克斯达尔共安装了1008个膜生物反应器(GE Zenon公司的Zeeweed 500),膜表面积约160万米,相当于230个足球场。
这些滤膜是中空纤维,可以比作吸管。在中空纤维从外面向里过滤,就像一个微小的屏障,有非常细的孔(40 nm)。它们不允许颗粒和与颗粒结合的污染物通过,这使处理后的废水变得几乎不含颗粒物。
同时,这种薄膜还能过滤掉微塑料、细菌、病毒和药物残留。
通过向上方吹空气来保持膜的清洁,这样可以除去污泥和被卡住的颗粒。
活性污泥被抽回曝气池,在生物处理过程中重复利用。剩余污泥则被送至污泥处理设施,在那里污泥被消化成沼气。
此外,MBR设备易受可能在生物处理设备中堆积并破坏设备的垃圾的侵害。因此,亨利克斯达尔在生物处理设施的入口处安装了多孔板筛。
污泥处理工艺(污泥消化)
污水处理产生的污泥被泵送至浓缩阶段,在此阶段大部分水含量降低(6-7%的固体)。之后,污泥被加热到35℃左右,泵入消化池。在消化细菌的帮助下,污泥在消化器中被分解(至少12天),形成的气体由大约60%的甲烷和二氧化碳组成。
消化后的污泥暂时存放在贮泥罐中,等待最后的脱水。污泥在贮泥罐中可加热至55℃,持续8小时,可杀灭细菌。
消化过程产生的沼气经过净化一个气体升级系统,然后可以用来为车辆提供动力,或用于处理厂的热电联系统。
处理效果
为了确定MBR设备的处理效果,亨里克斯达尔在2013年设置了一条初试污水处理线,处理工艺与水厂相同,处理量为水厂水量的0.015%(约120吨/天)。
在处理线上设立了17个监测点,对水质不断监测,监测内容包括TN、TP和微污染物。此外,还监测了不同处理过程中的N2O排放和生物滤膜的特性。
根据两年的持续监测数据,亨里克斯达尔基本可以实现出水TN低于6mg/L和TP低于0.2mg/L。
生物滤膜的平均通透性很高,在监测期间完全除去了水中的颗粒物。
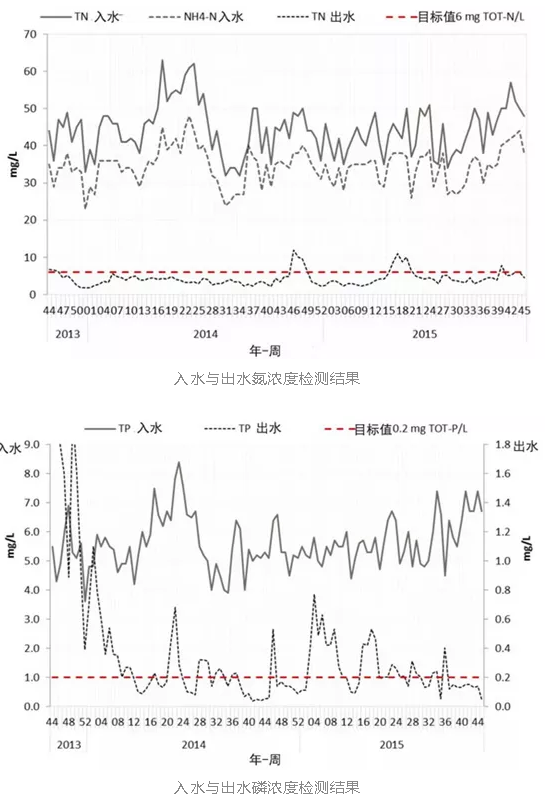

对比传统活性污泥法处理工艺,MBR工艺能更有效的去除氮和磷。在监测过程中,在不进行回流和进行回流的情况下,入水总氮负荷以N2O形式排放的量分别为0.02%和0.09%,而活性污泥法约为0.13~1.2%。
另外,该MBR工艺对于微塑料颗粒的去除率为100%(活性污泥法仅为90.7%),出水细菌浓度小于65 cfu/100mL。




3、为什么瑞典MBR污水可以运营良好?
我们在开头提到过,荷兰MBR污水厂由于运营成本过⾼导致水厂倒闭,但亨利克斯达尔不但没有倒闭,反⽽还在扩建升级,这背后的原因是什么呢?
1)因地制宜很关键
亨利克斯达尔是一个地下式污水厂,具有占地面积较小、防止噪声和异味的影响,二次污染少、提升土地价值等优点。但同时存在技术难度大、运营维护不够便捷、建设成本较高等缺陷。
而MBR的优缺点也说过了,主要就是占地面积小,出水效果好但运营成本高。
所以,将两者相结合, 会有优势互补、劣势互消的效果。
地下埋深大,土建投资高,而MBR节省土建,这样就可以降低成本了。地下式MBR,跟传统的比,占地节省20%,如果做地上的,一般MBR肯定比传统工艺的贵,但地下式的不见得,地下式MBR每上偏移20%,运营费用贵5%。
另一方面,从亨利克斯达尔排出的水将直接流入波罗的海,该海域由于长期被倾倒工业及农业废弃物,海水富营养化严重,海水毒物浓度相当高。
在2010年2月,欧洲多国政商界领袖与非政府组织在芬兰首都赫尔辛基,召开“波罗的海行动峰会”(BSAS),并制定了“波罗的海行动计划”(BSAP)。
因此,日益严格的排放标准和地下区位因素使得亨利克斯达尔选择MBR工艺是经济可行的。
而荷兰水资源相对较丰富,对回用水的需求量并不大。所以占地面积的节省和高出水水质都不是其选择MBR工艺的原因。于是在运营过程中,MBR工艺能耗高、成本高等问题变得更加突出(相较传统活性污泥工艺成本约高25%)。
2)MBR标准化
荷兰污水厂MBR设备采用由久保田膜欧洲有限公司于2004年生产的平板膜,运营至2012年,大多设备已经较陈旧,有的可能已经不再生产。如果选择重新更换或生产,成本甚至高于将其转为应用其他工艺污水处理厂的投资。虽然GE已经为该理厂生产了可替换的膜组件,但其替换也是不容易的。
而亨利克斯达尔所采用的GE公司的标准化膜设备Zeeweed 500在膜组件及相关设备的更换方面,要容易的多。
可见“标准化”对MBR市场的未来发展将起到关键性的作用。
MBR在我国市政污水领域的应用范围越来越广,更多的项目在投入运行,未来也将面临设备更换问题,而目前我国MBR市场并未实现标准化。
就像前碧水源总经理戴日成说的,MBR投资高、运营成本高等并不是阻碍MBR发展的问题,标准才是MBR发展的推动力。
3)发挥MBR工艺深度处理的优势
MBR工艺的使用,使亨利克斯达尔的出水质量得到保证,让水厂在后续经营中有了更多的发挥空间。
酿制啤酒
2018年5月,瑞典斯德哥尔摩的尼亚·卡耐基啤酒厂与瑞典环境研究所合作开发的“皮尤:莱斯特”啤酒上市,消费者反响还不错。这款啤酒用的就是亨利克斯达尔污水厂提供的水。

废水回用
亨里克斯达尔污水厂内有专门的回用水系统,废水处理完成后将用于厂区内植被灌溉、车辆及道路冲洗、厂区清洁和厕所用水等。
4)开发污水厂资源回收的潜力
除了将高质量的水回用,亨⾥克斯达尔还尽可能的将水处理中的废物回收利用为新资源,在避免二次污染的同时节省成本,获得利润。
城市供热
处理后的废水温度约为14-15°C,在排入波罗的海之前,可以从水中提取热量,将其用于斯德哥尔摩城市供热系统。
沼气燃料
在废水处理过程中,每年约产生76,000吨富含营养的污泥。当污泥发酵时,它会排放出可用于生产沼气的气体,这是一种用于汽车的环保燃料。
亨里克斯达尔每年产生410万立方米的沼气,斯德哥尔摩的公共汽车,出租车和一些私家车都使用污水处理厂的沼气作为燃料。
农业肥料
消化后的污泥富含磷和氮,亨里克斯达尔通过减少污泥中的其他污染物量来不断提高污泥质量。处理后的污泥经REVAQ(污泥回用管理认证规范)认证为优质污泥,批准用作农业肥料。
土地恢复
亨里克斯达尔尝试将废弃污泥用于恢复采矿区的土地或填埋旧的废物处理场。
4、总结
亨里克斯达尔作为目前世界上最大的MBR污水处理厂,充分的发挥了MBR工艺的优势,从它身上我们可以总结出以下4点经验:
1)MBR工艺优缺点明显,是一把双刃剑,更适合应用于出水难以达标或处理流量剧增而占地面积无法扩大的污水厂。
2)MBR有其独特的应用场景,脱离使用场景谈工艺的优缺点是没有任何意义的。我们需要在合适的地方选择合适的工艺,做到因地制宜。
3)MBR投资高、运营成本高等并不是阻碍MBR发展的问题,有效的资源的回收利用能够在减少二次污染的同时帮助MBR污水厂降低运营成本。
4)标准的制定是MBR大规模应用的前提。行业需要专业化的运营管理公司,原来粗放的运营管理显然不能适用于系统精细化的MBR技术。
总之,只要结合实际情况,纵向对比选择工艺,MBR有着它不可取代的优势。随着新材料的不断应用,例如陶瓷膜,MBR的前景仍然十分光明,在大型的污水处理厂中存在许多商机而小型的水厂也充满潜力。
 在线交流
在线交流
 帮助中心
帮助中心
 微信
微信

 微博
微博

 投稿
投稿
 返回顶部
返回顶部